




Como enfrentar os desafios da etapa de abate das aves e evitar prejuízos
Conheça alguns dos procedimentos e cuidados essenciais na etapa de abate das aves para evitar prejuízos por condenações de carcaças.
A fim de atender aos mais exigentes mercados com excelência e qualidade, todo o sistema integrado passou a buscar melhorias tanto na genética, como em nutrição e segurança. A partir deste momento, as plantas frigoríficas passaram a enfrentar uma variedade ainda maior de desafios.
As plantas frigoríficas utilizam linhas de abate automatizadas de grande escala, seguindo o modelo fordista de produção. Este modelo de produção possibilita produzir cortes de frango com elevado grau de padronização, oferecendo ao mercado um produto de maior qualidade. A sofisticação da indústria brasileira levou a definição de alguns procedimentos referentes às práticas e às instalações industriais que orientam os sistemas produtivos atuais.
A busca pela redução das perdas no processo industrial está relacionada às condenações de carcaças. Estas condenações se referem às retiradas parciais ou totais das aves, resultante de um manejo inadequado durante as operações no campo ou nas operações de pré-abate e abate animal. Conheça a seguir alguns destes procedimentos que exigem cuidado para que não ocorram perdas em virtude da condenação das carcaças.
Sangria inadequada das aves
A sangria inadequada geralmente ocorre quando a incisão é mal realizada ou até mesmo quando, por algum motivo, a ave não é sangrada. Nestes casos, a ave chegará ao tanque de escaldagem ainda viva, o que não é permitido. A sangria inadequada leva a um defeito tecnológico conhecido como “red skin”, no qual a ave fica com a pele avermelhada. Neste tipo de situação, segundo o RIISPOA, as carcaças devem ser totalmente condenadas.
Condenação por escaldagem excessiva
Os principais fatores que levam a uma escaldagem excessiva ocorrem por paradas imprevistas na linha de processamento, temperatura elevada da água de escaldagem ou a falta de regulagem da velocidade dos equipamentos. As carcaças que sofrem esse tipo de ação apresentam textura do músculo cozida ou seca, com coloração esbranquiçada na parte inferior do peito. Deve-se prestar bastante atenção na ocorrência deste tipo de condenação, não só pela frequência com que são geradas, mas visando a qualidade da matéria-prima.
Contaminações das carcaças
Excluindo-se as condenações de carcaças por motivos físicos, a contaminação por microrganismos se constitui na maior causa das condenações na indústria, sendo o principal foco de atuação das indústrias de saneantes.
Durante o abate e processamento da carcaça de frango, a qualidade microbiológica é um fator decisivo na determinação do shelf life do alimento produzido. A contaminação de carcaças, vísceras ou qualquer outra porção das aves destinadas a fins comestíveis pode ocorrer em qualquer etapa do processo industrial.
Contaminações por Salmonella spp. variam de acordo com as condições de manejo durante o alojamento e com os cuidados higiênico-sanitários nas operações de abate e manipulação das carcaças ou partes. As carcaças contaminadas por Salmonella spp. acabam sendo um risco à saúde pública.
Esse número de contaminações é maior nas etapas de processamento de aves, no momento do corte da cavidade celomática, gerando a contaminação por fezes. Entretanto, durante o processamento também podem ocorrer outros tipos de contaminação, como por exemplo, o extravasamento de conteúdo do papo. Em uma situação como esta, a sua retirada deve ser bastante cuidadosa.
Critérios de julgamento da qualidade das aves
Todos os produtos de origem animal sob responsabilidade do Ministério da Agricultura Pecuária e Abastecimento (MAPA) são registrados e aprovados pelo SIF – Serviço de Inspeção Federal órgão vinculado ao DIPOA – Departamento de Inspeção de Produtos de Origem Animal. As atividades desenvolvidas por empresas de processamento de frango são realizadas de acordo com a portaria nº 210, que aprova o Regulamento Técnico da Inspeção Tecnológica e Higiênico-Sanitária de Carnes de Aves (BRASIL, 1998).
Os parâmetros delimitados por esta portaria podem sofrer algumas adaptações conforme a capacidade de abate da indústria em questão. Também são ajustados aos requisitos do país para onde será enviado o produto final, no caso de plantas exportadoras, desde que os parâmetros não sejam inferiores aos que estão definidos na referida portaria.
A portaria nº 210 define o destino e os critérios de julgamento das aves, onde são passíveis de condenação na inspeção post-mortem quando apresentarem:
- Abscessos
- Aerossaculite
- Aspecto repugnante
- Caquexia
- Contaminação
- Contusão
- Dermatoses
- Doenças especiais
- Escaldagem excessiva
- Evisceração retardada
- Fraturas
- Magreza
- Processos inflamatórios
- Septicemia
- Síndrome ascética
- Tumores
O critério utilizado para avaliação de cortes e carcaças é visual ou estético. A inspeção post-mortem de aves pode ser realizada em quatro etapas ou linhas de inspeção.
- A primeira etapa, ou linha P, é a linha de pré-inspeção, realizada através da visualização da carcaça. Nesta etapa pode ocorrer a condenação total da carcaça por aspecto repugnante, caquexia, escaldagem excessiva ou sangria inadequada.
- Já na segunda etapa, ou linha A, é realizado o exame interno. Procede-se com a visualização torácica e abdominal, onde são examinados os pulmões, cacos aéreos, órgãos sexuais e rins, sempre respeitando o tempo mínimo de 2 segundos por ave.
- Na terceira etapa, ou Linha B, é realizado o exame das vísceras (coração, moela, intestinos, etc.) através da visualização, palpação ou incisão. São analisados os aspectos dos órgãos, tamanho, cor e formato.
- Na quarta e última etapa, ou linha C, é promovido o exame externo. Compreende a visualização externa, aspecto e continuidade da pele e articulações. São retiradas as carcaças que apresentam lesões por tecnopatias ou defeitos tecnológicos, que são as causas de condenações oriundas de um manejo ou processamento tecnológico inadequado, como, por exemplo, fraturas, contusões, calosidade, entre outros.
Segundo o RIISPOA, as carcaças ou partes contaminadas com fezes durante o processo de abate deverão ser condenadas. Também serão condenadas as carcaças ou partes que sofrerem contato com o piso ou outras partes não higienizadas.
Não é recomendada a adoção da prática de se coletar estas carcaças já citadas anteriormente, pois essa ação pode propiciar o aumento dos índices de contaminação cruzada, principalmente por Listeria spp., que sabidamente é um microrganismo predominante em pisos, ralos, entre outros.
Abaixo, apresentamos um fluxograma ilustrativo para exemplificar as etapas existentes dentro do processo de um abatedouro de aves.
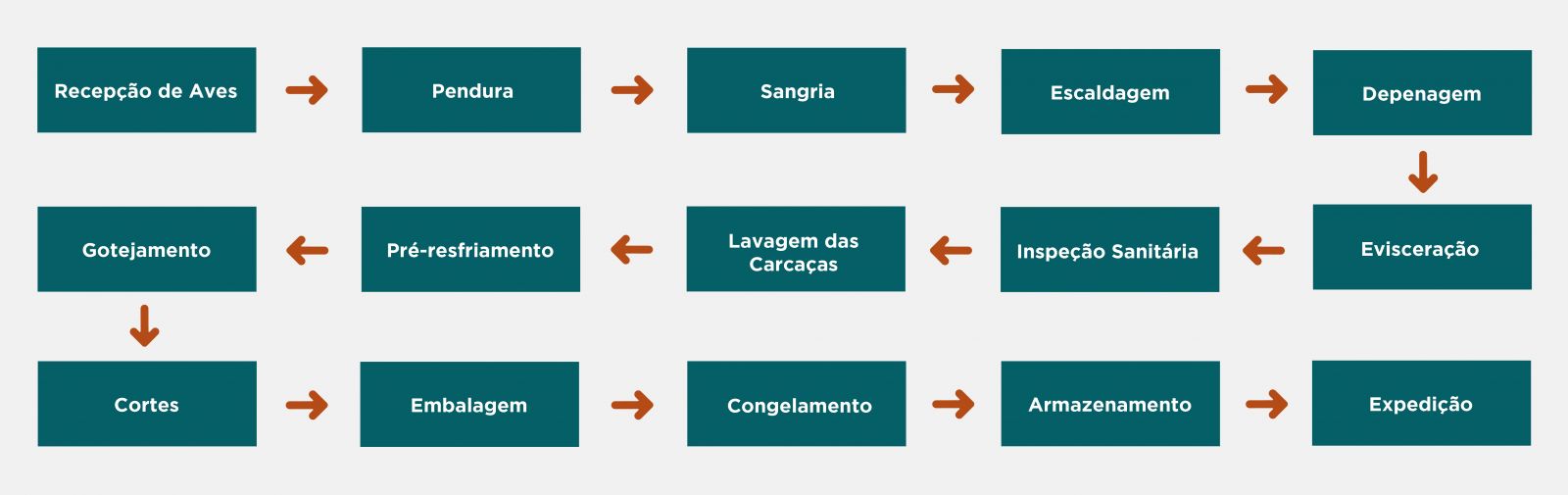 Fluxograma típico de um abatedouro de aves
Fluxograma típico de um abatedouro de aves
Programa de higienização para controle dos indicadores microbiológicos
A etapa de higienização é um elemento crucial para que se consiga atingir a segurança alimentar. Negligenciar suas fases, tanto a etapa de limpeza quanto a de sanitização compromete todo o processo. Pode-se citar como exemplo a redução no tempo de esfregação de um chiller, onde acabam ficando resíduos e gorduras, evitando que o sanitizante tenha a ação desejada e criando um ambiente propício para a formação de biofilmes. É possível também transportar este cenário para toda a planta, em todas as situações, desde a limpeza do piso do pátio externo até a sanitização de uma câmara fria na expedição. O atendimento às Boas Práticas de Fabricação, incluindo a higienize pessoal realizadas pelos colaboradores, também deve ser observado, pois a maior parte das contaminações na indústria de alimentos advém da ineficiência no procedimento de higienização das mãos.
Levando esses fatores em consideração, é de suma importância que sejam implementados programas de higienização completos, que observem as dificuldades e particularidades de cada planta industrial, para que se atinjam os melhores indicadores microbiológicos possíveis. A adesão a estes programas, aliada a criação de uma cultura voltada para a qualidade total do processo, faz com que se produzam alimentos mais seguros para a população.
O controle sanitário, as tecnologias e os programas eficientes fazem parte de um pacote de ações no combate às contaminações nos processos produtivos na indústria alimentícia. Confira neste artigo quais os desafios dos processos de higienização nas plantas industriais.
Compartilhe:
Diego Todescato - Doutor em Engenharia Química
Veja mais posts do autorLeandro Mion - Técnico em Bioquímica e Consultor Técnico de Vendas da BTA Aditivos.
Veja mais posts do autor





